 HOME
HOME製缶板金加工品の中にはパンチングメタルを使用した加工品が多くあります。市販のパンチングメタルを使用すると、切断面がパンチング穴の途中で切断されることが多くあるために鋭角が多く発生し、製品の使用時には鋭角にて手などを切創しないように注意が必要です。下記の写真はレーザ加工にてパンチングメタルを切断した鋭角の発生事例です。パンチング穴が途中で切断されている為に鋭角が多く発生していることがわかります。加工方法によってはシャーリングにて切断加工する為に、鋭角だけでなく、各切断面の裏面にはバリが発生する為、更に切創に注意が必要です。

パンチングメタル 鋭角発生事例
上記のように鋭角になった加工品を他部品に溶接貼付する場合でも鋭角な切断面が消えたわけではないので、切創の注意は必要です。又、鋭角な切断面同士を接合溶接するような加工品では溶接部位の接合面が少なく、接合部位を選択しながら溶接することになる為に溶接工数が増大しコストアップとなります。溶接部位もしっかりとした溶接が出来ない為に、製品の強度が低減します。この製品を曲げ加工行うにしても、曲げ部位がパンチング穴に掛かる為に曲げ寸法精度が低下しパンチング穴も変形する為、製品の品質が低減します。
製缶板金加工.comでは必要な部位にパンチング加工を行うことで市販のパンチングメタルの難点を無くした製缶板金の加工をおこないます。下記の写真は加工事例です。
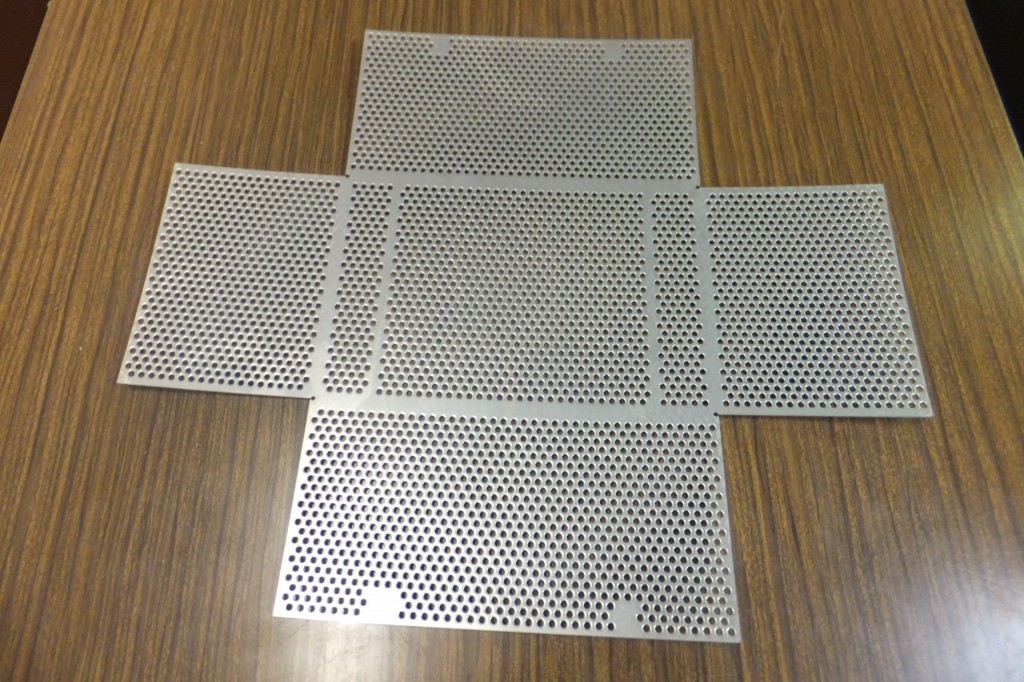
加工に適したパンチング穴加工事例
写真では切断面には鋭角が無く、曲げ部位や曲げ後の溶接接合部位、他部品を溶接する部位にはパンチング穴を逃がした加工になっていることが分かります。製缶板金加工品の設計者の方々には基礎知識として上記写真のようなパンチングメタル加工品の設計をすることで、溶接強度、曲げ寸法精度、製品の安全性が向上し、コストダウンの実現に繋がることを知っていただきたく必要があります。
ただし、デザイン模様のパンチングメタルやエンボス模様のパンチングメタルが必要な場合は、上記のような加工が可能であるかパンチングメタル加工の専門企業へ確認が必要となってきます。
パンチングメタルの加工が必要な製缶板金の加工品の詳細や見積、専門店への問い合わせなどは製缶板金加工.comにお気軽にご相談ください。


