 HOME
HOME製缶板金加工において板材の曲げ加工は形状を構成する為だけではなく、板材の強度を向上させる為にも曲げ加工を行うことがあります。曲げ寸法を下記の写真のように最小曲げ寸法となった設計指示の場合には、実加工では製品が湾局することがあります。
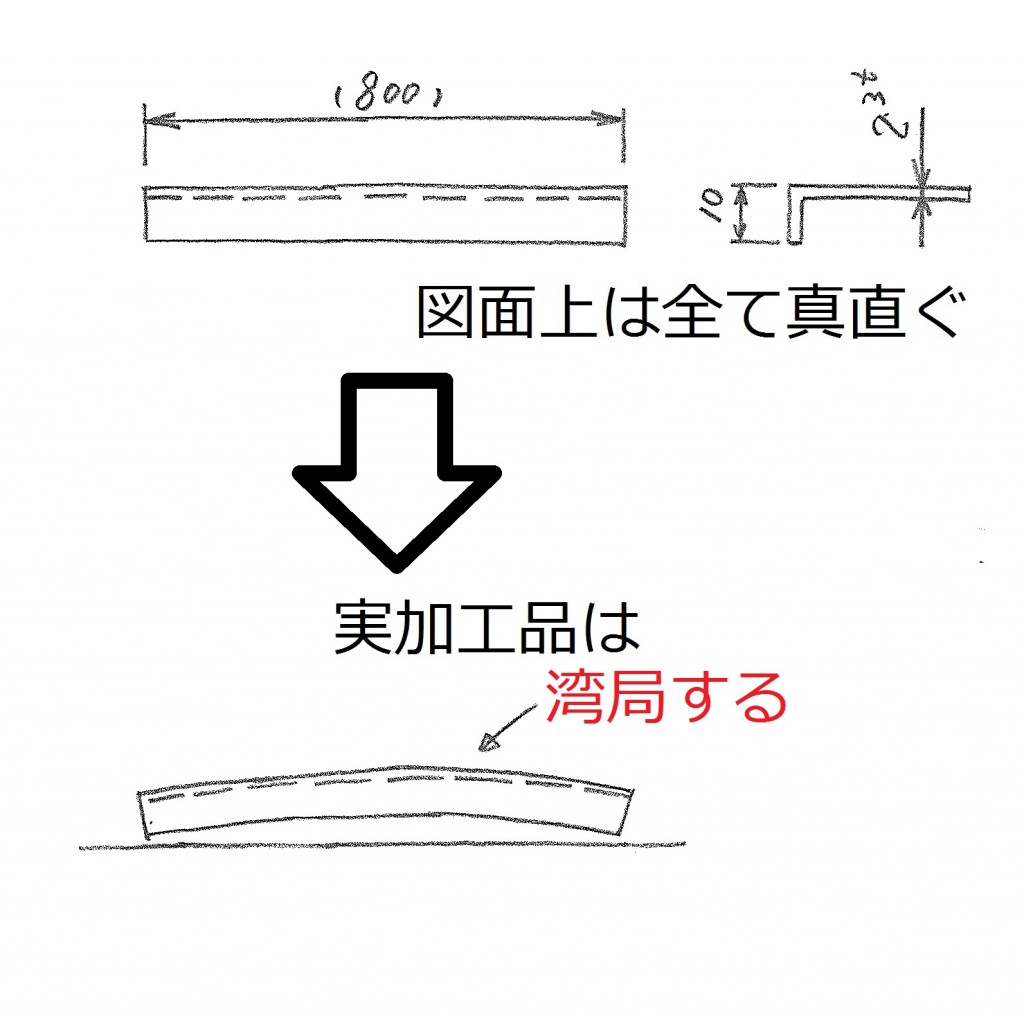
折り曲げ寸法が少ない時のひずみ事例
製品の長さが短いとあまり目立ちませんが、長さが500~600mm以上になると、非常に目立った湾局のひずみが発生します。これは抜き加工時と曲げ加工時の微量のひずみが、寸法が少ない曲げの場合には矯正がされないからだと思われます。この湾局を修正する為に人の手によりひずみ取り、湾局修正をする事となり、品質が低下し、コストアップの要因となります。
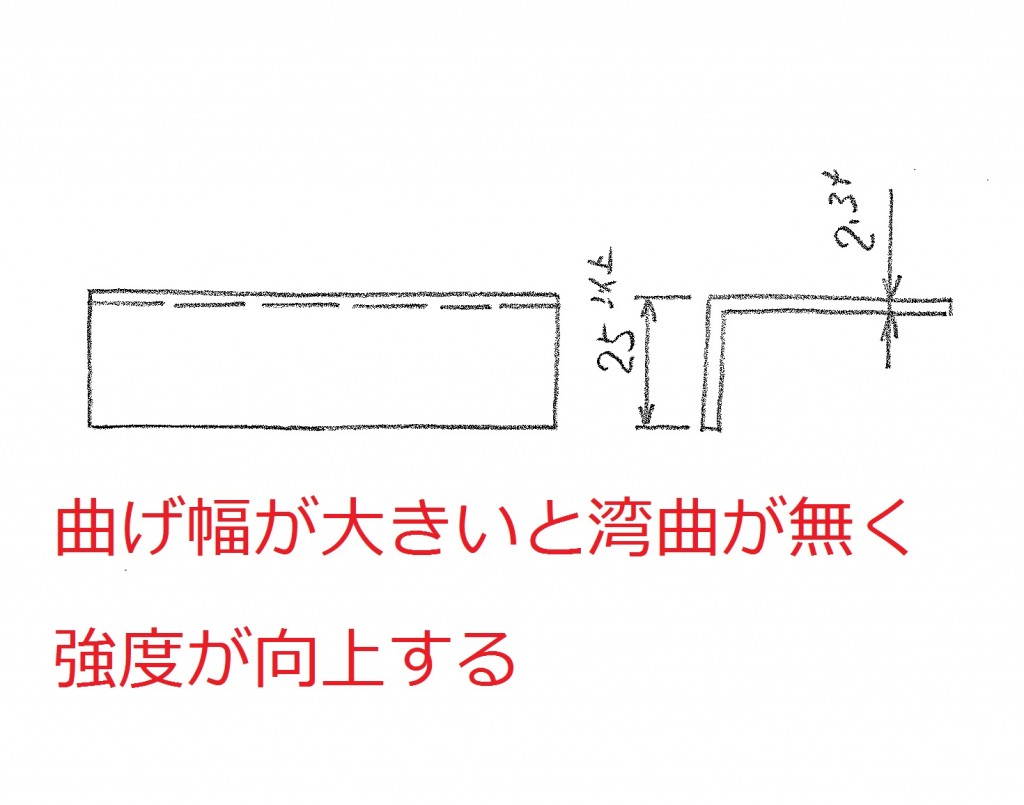
ひずみが少ない折り曲げ寸法の事例
機械のスペースなどの問題を解決していただき、上記のような曲げ寸法に設計指示を修正していただくと、湾局といったひずみがほとんどなくなります。湾局がほとんど発生しない為、品質が向上し、ひずみ取りの作業が削減されてコストダウンが可能となります。
製缶板金の曲げ加工においてあまりにも小さい曲げ寸法はひずみの発生原因の一つとなります。購入した材料にもひずみの原因となる熱などの応力があります。その材料をレーザ加工の熱やタレパン加工の抜き加工の衝撃によるなどの応力が発生します。応力が微量に発生している部品を最小寸法で曲げると、応力が分散されずに大きなひずみとなるようです。設計をされる方は、ひずみが最小限に抑えられるような曲げ寸法の設定をしていただけると、設計者が意図する品質に近づき、ひずみ取りなどの手作業がなくなることでコストダウンとなります。


