 HOME
HOME製缶板金の製品には多くの曲げ加工があります。特に製品の強度を向上させるために端面を折り曲げる加工をすることがあります。設計者としては、スペースの問題や材料費削減などを考慮して、少ない折り曲げ加工の図面を作成することがありますが、少ない曲げ加工は歪である湾曲を発生しやすいです。
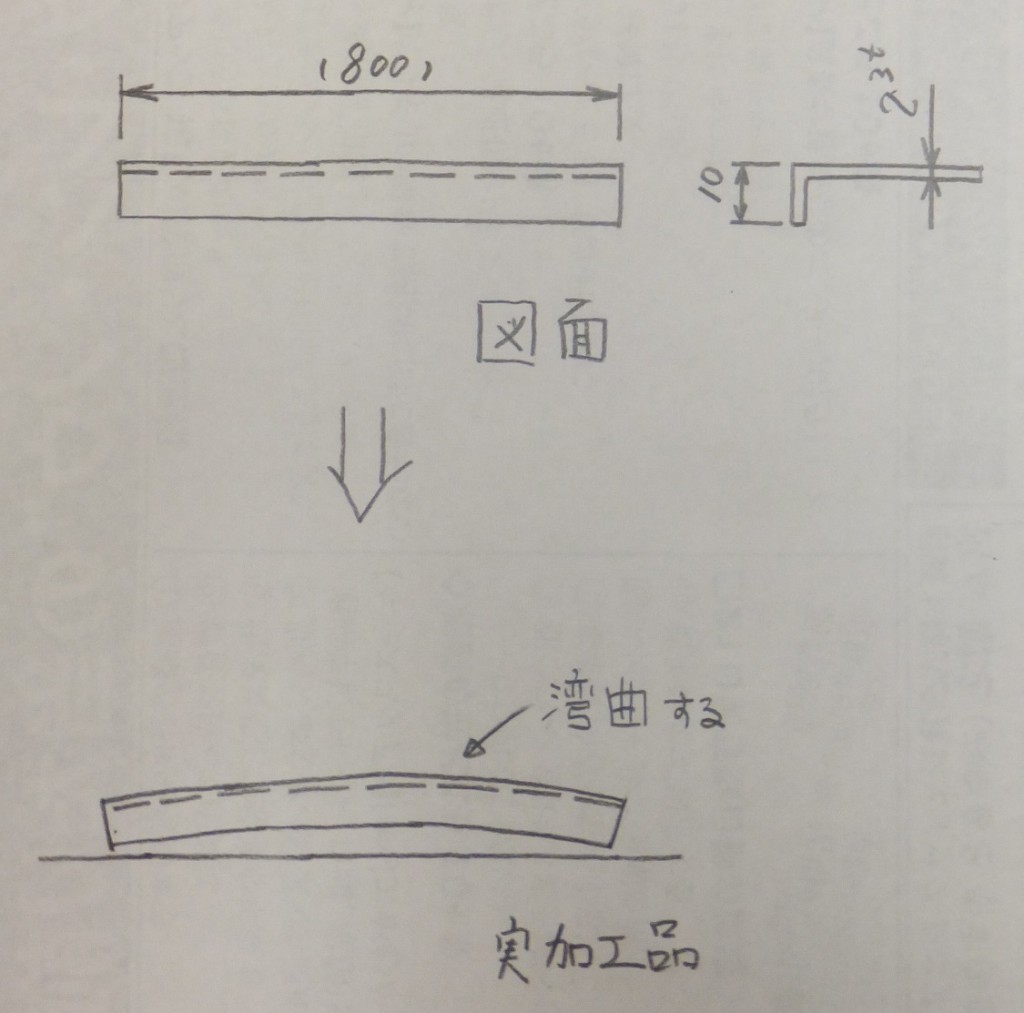
小さい曲げ加工による湾曲歪
原因としては、レーザ加工による微熱の歪や曲げ加工の歪が少ない寸法の曲げ加工では表面化し易いためではないかと考えています。微熱や曲げ加工の歪を表面化させずに製品の強度を向上させ、湾曲の歪を防ぐ為にはある程度の曲げ寸法が必要です。製缶板金加工.comのこれまでの実績では25mm以上は必要と考えています。
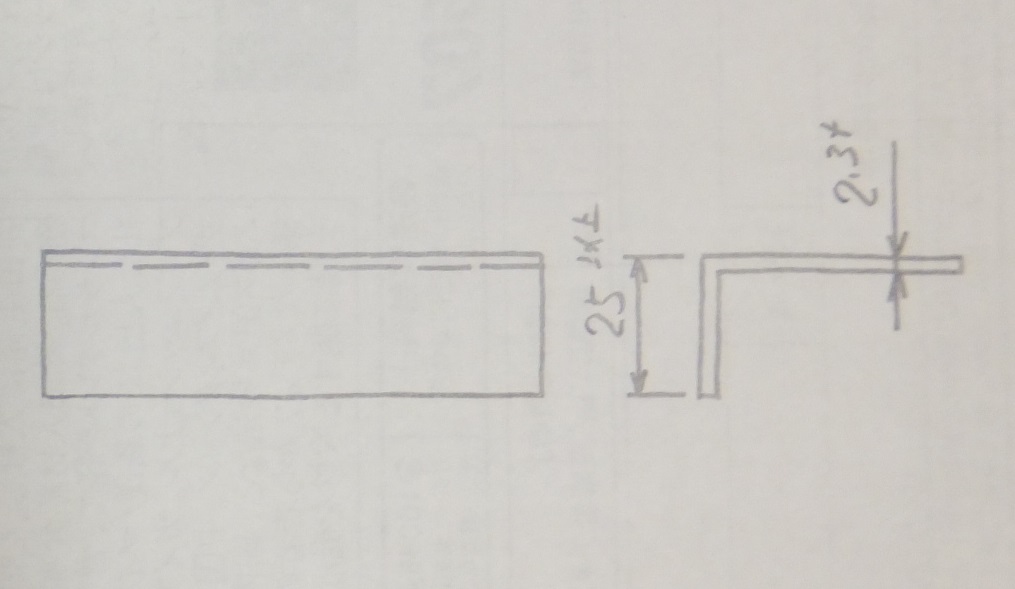
強度アップの曲げ寸法
製品を使用する場所によっては25mm以上の曲げ寸法を確保できないことがありますが、製缶板金の製品を設計される方には難しいことは分かっておりますが、是非25mm以上を念頭に置いた設計を心掛けていただかないと、歪により製品精度や使用精度が低下することを知っていただきたいと思います。


