 HOME
HOME製缶板金加工においてバーリング加工とは薄い板材(1.6tや2.3t)に直接タップ加工を行うとタップ山の数が少ないのでタップの強度が弱くなるために、通常はナットを溶接する加工の代わりに板材に絞りの成型加工で板にある程度の高さ(厚み)を持たせ、タップ加工をすることで、タップの山数を増やし、タップの強度を高める加工です。
製缶板金加工においてナット溶接は人の手による作業となり、人の作業工数が増大しますが、バーリング加工は板材の抜き加工時に機械にて加工が実施される為、成型加工・タップ加工は人の手による作業が削減されコストダウンを実現します。
ナットに比べると若干強度が弱いために、ボルトなどを一日に何度も繰り返し締めたり抜いたりする様な部位には適していませんが、部品を固定するような部位には十分に強度があり、適していると考えられております。
製缶板金加工.comでは2.3t×1524mm×3048mmの3048mm面を曲げて、片方にφ8取付穴加工、片方にM6バーリング加工を各3箇所ずつおこない、ボルトで締め付け後、天井クレーンで何度も移動させるなどのテストを行いましたが、バーリング加工部位には変形が発生しませんでした。又、その製品は海外へ船便で運ばれましたが、ボルトが外れる等の不具合は発生していませんでした。
下記の写真はバーリングの加工事例写真です。
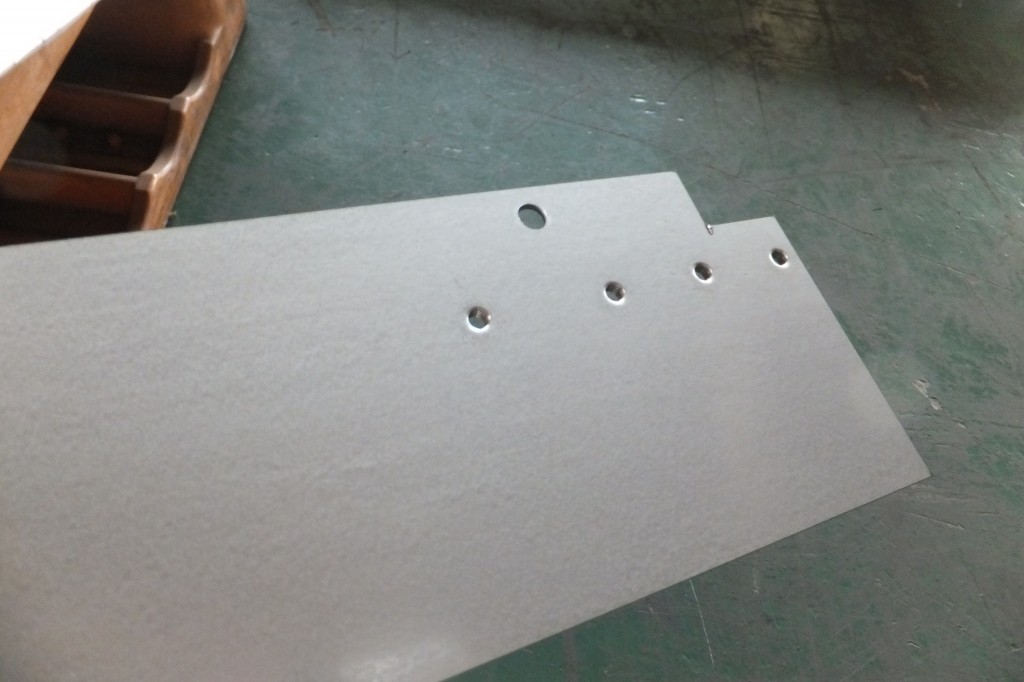
バーリング加工の加工事例(表)
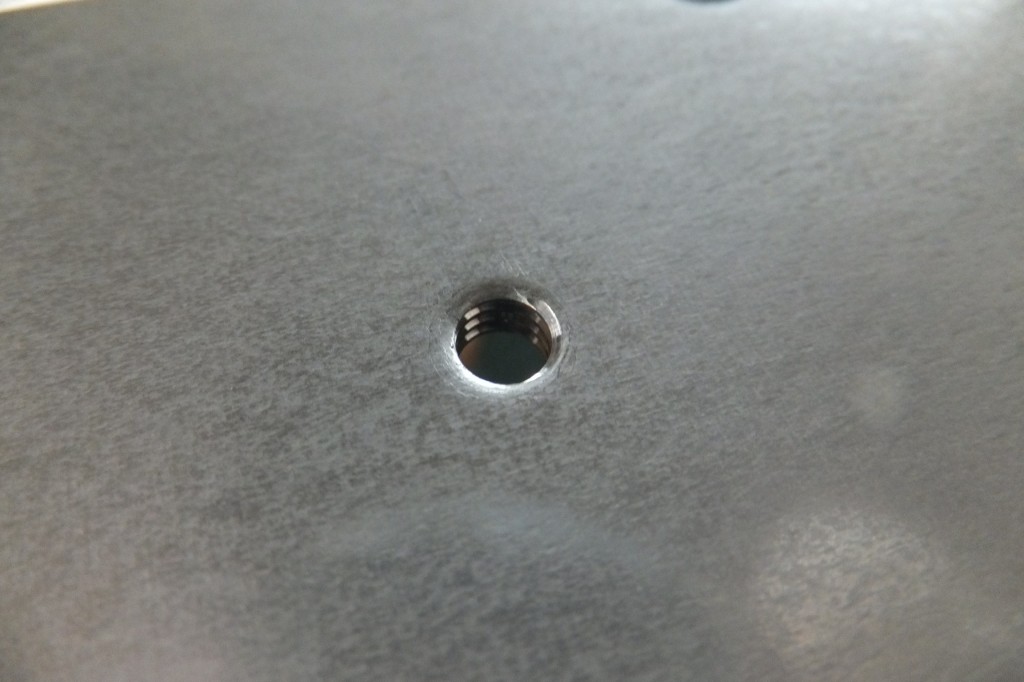
バーリング加工の加工事例(表拡大)
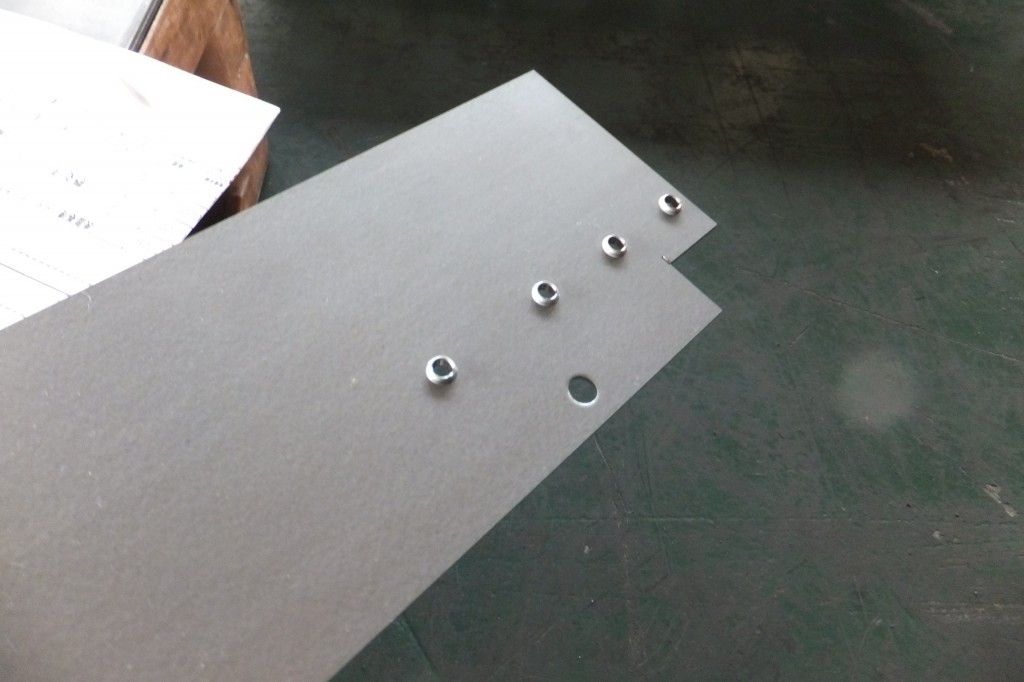
バーリング加工の加工事例(裏)

バーリング加工の加工事例(裏拡大)
製缶板金加工品の設計者には基礎知識としてバーリング加工の利点と難点を知っていただくことで、製品加工のコストダウンに繋がります。製缶板金加工.comではバーリング加工はM4、M5、M6、M8が可能ですが、加工方向や加工位置などに制限が在ることがあります。バーリング加工の詳細やナット溶接加工品とバーリング加工品の対比見積、製作については製缶板金加工.comにお気軽にご確認・ご相談をください。


